17811_32_06%25201101111100.jpg)
18111_32_07%25201101111100.jpg)
18211_32_07%25201101111100.jpg)
18011_32_07%25201101111100.jpg)
17711_32_06%25201101111100.jpg)
17611_32_06%25201101111100.jpg)

17911_32_06%25201101111100.jpg)
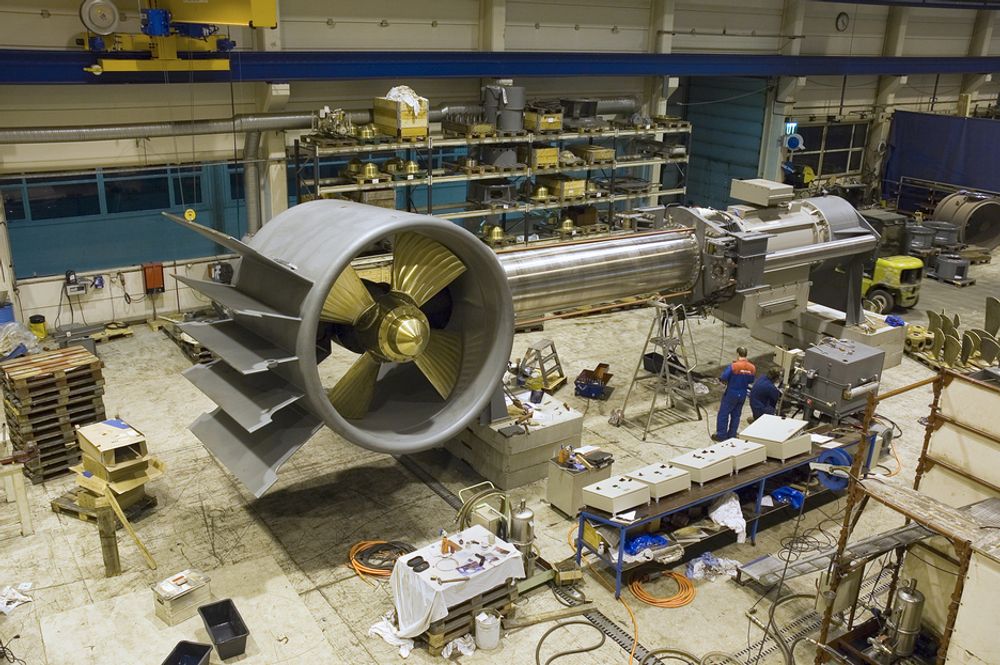


Brunvoll Thrusters
- Familieeid bedrift.
- Grunnlagt 1912 som motorfabrikk
- Leverte første sidepropell (thruster) i 1964
- I dag en av verdens største produsenter av thrustere for handelsflåte, fiskefartøy, offshore, cruiseskip og dominerende til high-end markedet for luksusyachter.
- 80 % eksporteres til 18 land, hvorav 30 % til Asia
- All produksjon foregår i Molde på to lokasjoner, sentrum og ved flyplass ved Årø. Planlegger samlokalisering.
- Omsetning 2010: Ca 750 millioner kroner
- Ansatte: 260
Omsetningen om lag doblet fra 2006 til 2010, det vil si fra rundt 400 millioner til 800 millioner kroner. Driftsresultatet er gått enda mer i været, fra 23,8 millioner i 2006 til 123 millioner i 2009.
Brunvoll er en nisjebedrift, leverer kun thrustere.
Selv innen nisjen er det også nisjer:
- Tunnelthrustere av ulike varianter som støydempet utførelse samt enheter for bruk i is.
- Azimuth thrustere, opptrekkbare azimuth thrustere og kombinerte tunnel- og azimuth-thrustere -. dvs. som kan dreis 360 grader ved senking under skroget.
- Skreddersydde, blant annet sjokksikre for marinefartøy, rimdrevne – et nytt konsept under utprøving.
MOLDE: Også ledelsen i Brunvoll Thrusters har vurdert å flytte ut produksjon for å kutte kostnader. Men nå er utgangspunktet å beholde mest mulig produksjon i eget hus.
-Vi "insourcer" alt vi kan, sier teknisk sjef Knut Andresen.
Administrerende direktør Terje Dyrseth er klokkeklar: – Vi skal levere thrustere av aller beste kvalitet. Da må vi ha full kontroll på alle ledd i produksjonen, da må vi ha det her, påpeker han.
Droppet Kina
Under forrige nedgangstid rundt 2002-2003, måtte den familieeide Brunvoll Thrusters tenke nøye gjennom hvordan den skulle overleve. Tidens melodi var utflytting og aller helst til Kina.
– Vi fant fort ut at vi ikke skulle flytte ut deler av produksjonen til lavkostland. Vi ser på vårt produkt som en helhet – fra vugge til grav. Da må vi også kjenne det fra bunnen av. Ved å flagge ut produksjonen, mister vi kompetansen og undergraver vår egen innovasjonsevne, sier Andresen.
Systemkunnskap
Filosofien er enkel. Et produkt er satt sammen av en rekke ulike komponenter som involverer fagkunnskap og kompetanse fra ulike områder. Det er den samlede kompetanse som er samlet i produktet.
All utvikling, forbedring og innovasjon skjer i et nært samspill mellom alle fagfelt. Blant annet er kommunikasjonen mellom verksted og ingeniører viktig.
Kort og enkelt
– Det er mye enklere for en ingeniør å sette seg i bilen og kjøre fem minutter bort til produksjonshallene, enn å sette seg i et fly til Kina og besøke verkstedet, sier Dyrseth. Han unnlater å lesse på med alle andre hindre på veien som bortkastet og lang reisetid, reisekostnader, språkbarrierer og kulturforskjeller.
Brunvoll Thrusters vet imidlertid inderlig vel at konkurransen fra lavkostland er beinhard. I den internasjonale konkurransen finnes det heller ikke noen hederlige plasseringer bak i rekka.
– I motsetning til OL, hvor både sølv og bronse er godkjent resultat, teller kun gullmedaljene i internasjonal konkurranse. Middelmådighet duger ikke, sier Dyrseth.
Flat og slank
Brunvoll har derfor som mål å ligge i front både teknologisk, organisatorisk, produksjonsmessig og markedsmessig.
– Vi har flat organisasjon og bruker Lean-metoden. Vi automatiserer mest mulig av produksjonen, sier Andresen.
Flere maskiner kjøres døgnkontinuerlig, uten bemanning.
– Med dyktige programmerer og fagfolk, spenner vi opp stykker før vi gått for dagen. Vi kan produsere nesten en hvilken som helst komponent vi har behov for over natten. Om morgenen er stykkene ferdig maskinert og går videre i produksjonen, forteller Andresen. Automasjon gir høyere produktivitet, bedre presisjon og større fleksibilitet.


8-gangeren
Han gir ett eksempel på mye tidsbesparelser.
De første årene girhus til thruster UF63 ble maskinert manuelt, tok det ca. 32 timer. Da maskineringen ble overført til selskapet første maskineringssenter, brukte de i starten 15 timer.
I løpet av de 18 årene den har vært i drift, er maskineringstiden redusert til ca. 7 timer på det samme girhuset.
– I vår siste maskineringssenter har vi bygd en jigg som spenner opp to girhus i høyden. På disse bruker vi i dag ca. 8 timer. Med andre ord, vi bruker ca. fire timer på ett girhus, sier Andresen.
95 prosent
Bedriften sparer både ansatte for hardt arbeid og har effektivisert andre deler av produksjonen. Med et 5-akset maskineringssenter, Mazak IG 1060, kan propellblad maskineres automatisk. – Vi eliminerer nå opp til 95 prosent av den manuelle bearbeidingen og får en flott finish og geometri, sier Andresen!
Alle nyansatte ingeniører hos Brunvoll Thrusters må bruke fem til seks uker i verkstedet og de skal være med ut og installere propeller på skip og kjøre dem i gang.
– Først da kan vi sikre at ingeniørene har fullt innblikk i det vi leverer, sier Andresen, som gjerne hadde sett at ingeniørutdanningen igjen hadde innført krav om praksis, kanskje organisert som en lærlinge- eller turnusordning.




