Samtidig som fire enorme tunnelboremaskiner (TBM) skipes fra Tyskland til Norge, har Follobaneprosjektet startet prøveproduksjon av betongelementene som skal kle de 18,5 kilometer lange tunnelløpene.
Til sammen skal det produseres 140.000 betongelementer av om lag 450.000 kubikkmeter betong.
20.000 betongringer
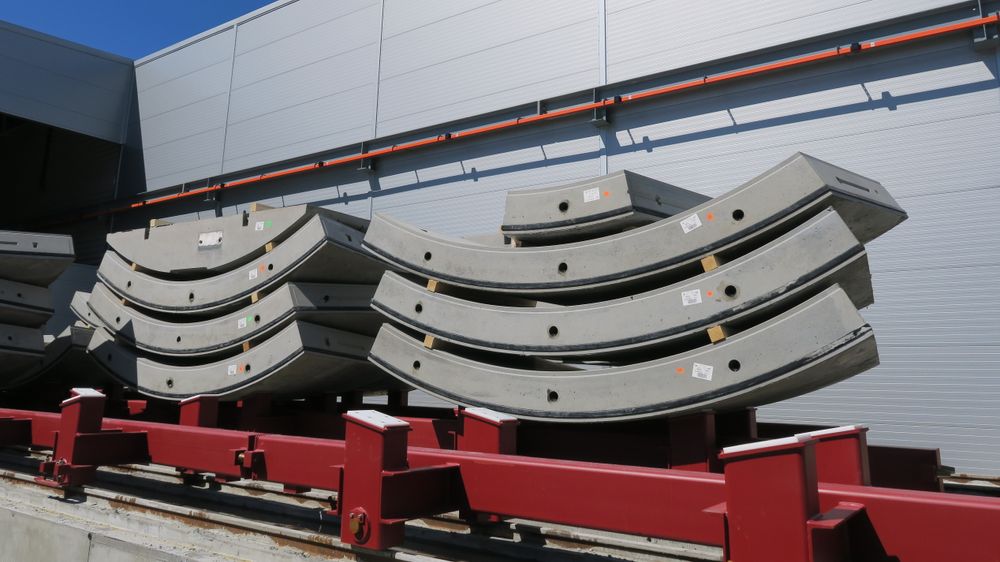
Elementene produseres på prosjektets egne fabrikklokaler på Åsland, før de føres ned i tunnelen og settes sammen til en frost- og vanntett ring.
.png)

Hver ring består av 7 ulike elementer og veier ca. 40-50 tonn.
– Ved at produksjonen ligger på anleggsområdet blir det minst mulig transport og dermed minst mulig miljøbelastning. Samtidig gir det god forutsigbarhet og løser logistikkutfordringer, forklarer kommunikasjonsjef for Follobaneutbyggingen i Jernbaneverket, Kathrine Kjelland.
Hun legger til at entreprenøren regnet på ulike alternativer, og kom frem til at produksjon på stedet i tillegg til å være bedre for miljøet er kostnadseffektivt.

Betong og armering
Det skal totalt settes inn 20.000 betongringer i de to løpene i hoveddelen av Follobanens tunnel. 15 prosent av betongen disse støpes med består av massene fra Ekebergåsen.
Elementene støpes i støpeformer som går på skinner inne i støpekammeret på fabrikken.
– 144 spesialkonstruerte støpeformer skal brukes i produksjonen, forteller Anne Kahtrine Kalager, prosjektleder for tunnelboremaskinentreprisen på Follobanen.
Når betongelementene skal lages plasseres først armeringen i formene. Så sendes formene inn i støpekammeret der den spesialblandede støpemassen slippes ned i formene.
– Det støpes omlag fem centimeter betong over armeringen. I tillegg til ordinær armering brukes stålfiber og pp-fiber (brannsikring). Disse tilsettes rett i betongen, utdyper Kalager.
Etter at betongelementene er støpt føres formene inn i et herdekammer som holder en jevn temperatur på 35 grader. Der skal de være i 6 til 8 timer før elementene kan tas ut av formen, og sendes ut til lagerområdet.
- Les også: Byggebransjen mener anleggskontraktene er for store for norske selskaper. Solvik-Olsen: – Helt feil

I gang i september
Samtidig som elementene produseres jobber Jernbaneverket nå med å sette sammen de enorme maskinene som skal drive tunnelen.


– Den første av fire maskiner ble sendt fra fabrikken i mai. Den settes sammen etterhvert som delene ankommer og skal være klar til bruk i september, forteller Kalager.
Alle maskinene har en diameter på i underkant av ti meter. De skal drive to separate tunnelløp på 18,5 kilometer hver mellom Oslo S og nye Ski stasjon.
To maskiner skal bore nordover i retning Oslo, og to maskiner skal bore sydover i retning Ski.
Målet er at de fire tunnelboremaskinene skal startes opp med en måneds mellomrom, slik at alle fire er i gang i januar 2017.



